
为贯彻落实《青岛市人民政府关于实施“青岛优品”工程推动经济社会高质量发展的意见》要求,青岛市市场监督管理局牵头组织开展了第二批“青岛优品”遴选工作。经过相关评审程序,遴选产生了85家企业85个“青岛优品”名单,涉及食品饮料、智能家电、智能制造、关键零部件及特色制造、高端化工及材料、纺织服装、生物医药及医疗器械等多个领域和行业。截至目前,我市共有185个“青岛优品”品牌,51个“好品山东”品牌,26个“中国500最具价值品牌”,搭建了“金字塔型”品牌培育体系,“品牌之都”城市的优势更加凸显。第二批“青岛优品”重点倾向贴近民生消费领域的产品和服务,在民生消费、智能制造、文化旅游等领域的产品(服务)所占比重明显增加。一起来看——

1.管道静音:JRPP三层静音排水管材通过高密度特殊分子结构的材料吸收声波的能量,达到静音效果。 JRPP(聚丙烯)中空内螺旋单叶片消音管材,设中空可进一步降低噪音的传导,并且有单叶片依据流体腹壁效应的理论,避免了水流向立管中央运动产生水塞流的情况,减小了管内压力的波动,提高了在一定压力波动范围内的排水流量,还避免了水流对管壁的交替冲击,使水流可以快速形成腹壁旋流,减缓管内水流速度的同时,也可以减少水流与管壁及空气的碰撞与摩擦,降低管道的震动,可以进一步的降低排水时造成的噪音影响,静音指标优于其它类型的管道。 2.排水管防漏水:卡箍式直角梯形槽柔性连接 排水管道系统,是在管件承口外壁设两道凸筋,两道凸筋与管件之间形成一个直角梯形,卡箍内牙设斜坡,和管件承插口外壁梯形斜坡相互切割,随着卡箍外力的作用,使管材与管件或管件之间产生径向和轴向移动使其达到一个良好的密封效果。另外定期检查管道是否有裂缝或损坏,及时修复或更换损坏的管道部分。此外,保持管道系统的清洁,避免堵塞,也是防止漏水的重要措施。 3.防臭串味:可以考虑安装P型存水弯或S型存水弯,存水弯就是一个空间,存放干净的水,利用水封原理彻底阻隔异味,规定水封高度不小于五厘米,这些弯管利用水封原理,有效防止下水道臭味和害虫进入室内。同时,保持排水系统的通畅,避免长时间积水,也是防止臭气产生的重要措施。建议尽量使用斜三通水流,把污水直接带走,大大减少拥堵,拐弯处的直角尽量少用,用两个45度弯头代替。采用防臭地漏,如深水封型地漏,地漏具有防臭、防堵、防虫、防返水等功能。

文号 会字第104号 年度 2023 类别 其他 委员姓名 顾洪杰 工作单位 青岛崂山管业科技有限公司董事长 承办单位 即墨区人力资源和社会保障局 附议委员

PE管环刚度的影响因素主要包括以下几个方面: 1.材料特性:PE管采用聚乙烯作为原料,而聚乙烯材料的类型和特性会直接影响环刚度。例如,高密度聚乙烯(HDPE)相对于线性低密度聚乙烯(LLDPE)具有更高的环刚度。此外,聚乙烯材料的纯度和添加剂的种类、含量等也会对环刚度产生影响。 2.管道结构设计:管道的直径、壁厚、内外层的结构等因素都会影响管道的环刚度。一般来说,管道的直径越大,壁厚越厚,环刚度越高。合理的内外层结构设计也能提高PE管的环刚度,例如增加管道的内层加筋结构或者在外层增加保护层。 3.外径大小和室外温度:PE管环刚度不是一直不变的,它会受管材的外径大小和室外温度影响。同样压力下,管材口径越大,环刚度会相应减弱。此外,天气温度下降时,PE管的硬度增强,环刚度也变大;相反,温度越高PE管越软,环刚度自然降低。 4.生产工艺和质量控制:PE管的生产工艺和质量控制也会对环刚度产生影响。例如,生产过程中的温度控制、压力控制、冷却方式等都会影响材料的结晶度和结构,进而影响环刚度。同时,质量检测和控制也是确保PE管环刚度符合标准的重要环节。 PE管环刚度的影响因素主要包括材料特性、管道结构设计、外径大小和室外温度以及生产工艺和质量控制等方面。在生产和应用过程中,需要综合考虑这些因素,以确保PE管具有优良的环刚度和稳定的性能。 青岛崂山管业科技有限公司 青岛崂山管业科技发展有限公司400-626-7878

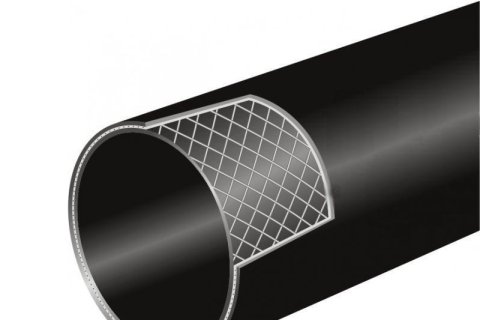
HDPE钢丝网骨架复合管在电熔焊接时,需要遵循一系列步骤以确保焊接的质量和安全性。以下是电熔焊接HDPE钢丝网骨架复合管的一般步骤: 1.准备工作:在开始电熔焊接之前,确保工作环境安全,并准备好所需的工具和材料。检查电熔焊机是否正常运行,并确保其接地良好。同时,清除管道端口的油污、氧化物等杂质,以保证焊接质量。 2.切割与打磨:根据需要的长度,使用合适的工具将管道切断,并确保切口平整光滑。然后,打磨掉连接口的氧化层,去除污垢,并标出深浅线,以便于后续的套管操作。 3.套管与焊接:将管材套到规定刻度,确保管材与连接口对齐。使用电熔焊机将管材与连接口进行焊接。在焊接过程中,需要根据管材的材质和规格调整焊机的参数,如电流、电压和焊接时间等,以确保焊接质量。 4.校正与检查:焊接完成后,使用专业的工具对连接处进行校正,确保管材与管件在同一轴线上,以保证连接处的平整和密封性。随后,对焊缝进行仔细检查,确保没有气泡、裂纹或其他缺陷。 5.冷却与后续处理:焊接完成后,让连接处自然冷却一段时间,以确保焊接强度。冷却时间结束后,进行必要的后续处理,如去除焊渣、打磨焊缝等,以提高焊接质量和外观。 需要注意的是,在电熔焊接过程中,安全始终是第一位的。操作人员应穿戴好防护用品,遵循操作规程,确保电源线和焊接设备的连接牢固可靠。同时,要注意周围环境的安全,确保没有易燃易爆物品,以防止火灾和爆炸事故的发生。 HDPE钢丝网骨架复合管的电熔焊接需要仔细准备和操作,以确保焊接质量和安全性。遵循正确的步骤和注意事项,可以有效地提高焊接效率和成功率。


官方微信

访问手机版
Copyright © 2020 青岛崂山管业科技有限公司

